
中纤局解读:什么是生丝?生丝的质量如何检测?
生丝是桑蚕茧缫丝后所得的产品,俗称真丝或厂丝。丝类产品深受大家喜爱,但是生丝的性能,你了解多少呢?
生丝是由数根茧丝相互抱合并由丝胶粘合而成的,其中蛋白质80%左右,丝胶20%左右。富于光泽的丝质被丝胶包覆在内,因此质感稍硬且呈半透明状,称为“生丝”。

一粒蚕茧可以缫制的丝长平均达600m~800m,最长可达1000m以上的。生丝为连续性纤维,极适合织造成匹。生丝精练去除部分胶质后,柔软具有光泽,称为“熟丝”。

生丝是多孔性纤维,空隙容量约占35%,空隙最大直径可达1μm。生丝横截面呈三角形,且呈不规则的圆锥螺旋线排列,并伴有轻微的曲折状,因此横截面也近似椭圆形,以纤度 20/22den的生丝为例,其截面长径约60μm~70μm,短径约40μm~50μm,细度约为头发丝的七分之一。
生丝的颜色因蚕茧品种而不同,常见的有白色和黄色。色素多含在丝胶内,脱胶后即成白色。生丝光泽柔和,手感滑爽,柔软而有弹性,相互摩擦会产生出一种特有的悦耳声响,称为“丝鸣”。
生丝比重为1.33~1.45,脱胶后比重为1.25~1.30,与羊毛相似,较棉、麻小。
生丝吸湿性强,标准回潮率为11.0%,最大回潮率达 36%~39%,吸水量一般为80%~90%,最高可达100%。
生丝具有良好的强力和伸长率,21den生丝的相对强度为3.4~4.3克力/旦,伸长率为18%~23%。生丝易水解,高温高压状态下会完全溶解。生丝对弱酸作用稳定,但在强酸的溶液中会水解。生丝对碱的稳定性弱,在强碱作用下显著水解。生丝不溶于一般溶剂,但易溶于铜氨溶液、碱性铜甘油、氯化物、溴化物、碘化物、硝酸盐溶液。我国生丝生产具有悠久的历史,目前年产量约为8万吨,出口量占10%左右,产量和出口量均居世界首位,其中出口量占世界生丝贸易总量的80%以上。有据可考的资料证明,我国的生丝检验始于1889年,迄今已有100多年的历史,在这100多年的发展历史中,生丝检验流程和内容经历了数次变革,逐步减少了主观检验项目,用仪器检验代替感官检验,检验结果的科学性和可靠性得以提高。
生丝检验技术
生丝检验是指根据相关国家标准和检验规程的规定,在规定的环境条件下,由检测机构的检验人员采用科学的方法和精密的仪器,对生丝外观和内在质量进行品质、规格、重量、包装等方面的综合检验和检查,按照各项检验指标的结果综合评定等级,出具检验结果。我国生丝产品和试验方法国家标准至今已完成1956年版、1979年版、1986年版、2001年版、2008年版等5个版本,现行标准为GB/T 1797—2008《生丝》和GB/T 1798—2008《生丝试验方法》。
检验项目
根据GB/T 1797—2008《生丝》规定,生丝检验项目分为重量检验和品质检验。重量检验包括毛重、皮重、回潮率和公量检验。品质检验分为主要检验项目、补助检验项目、外观检验项目和选择检验项目4类。主要检验项目包括纤度偏差、纤度最大偏差、均匀二度变化、清洁、洁净等5个项目;补助检验项目包括均匀三度变化、切断、断裂强度、断裂伸长率、抱合等5个项目;外观检验项目包括疵点和性状检验;选择检验项目包括均匀一度变化、茸毛、单根生丝断裂强度和断裂伸长率、含胶率等项目。
检验基本流程
根据GB/T 1797—2008《生丝》和GB/T 1798—2008《生丝试验方法》规定,遵循科学、合理施检的原则,生丝检验的基本流程见下图。
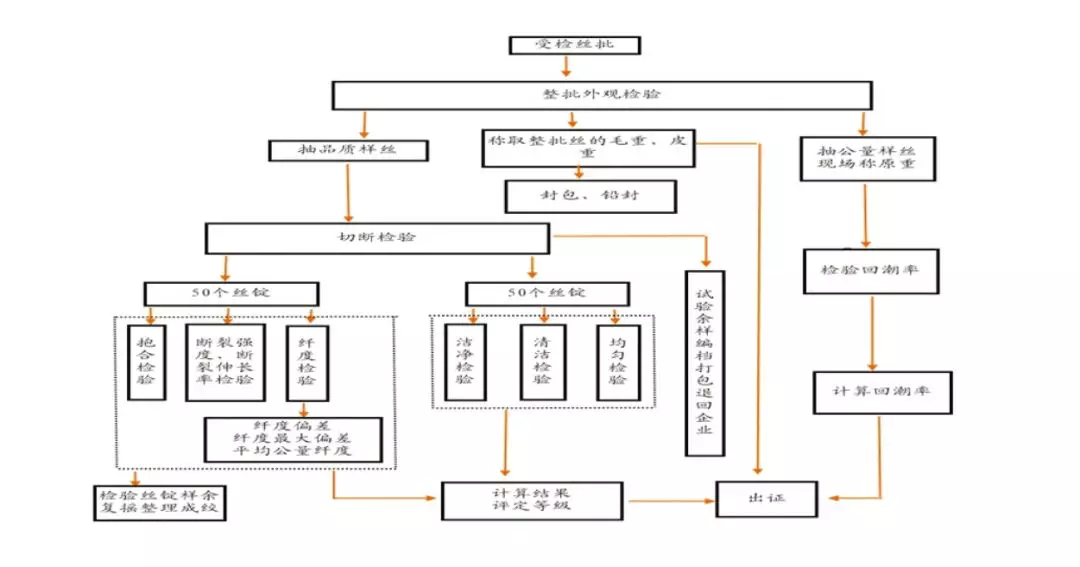
下面根据正常生丝检验的基本流程,以国内交易普遍采用的袋装形式为例,按照抽样、重量检 验、外观检验、品质检验的顺序进行介绍。
1、抽样
生丝抽样是采取分层随机抽样的方法抽取检验样品,从而对整批生丝的品质和重量进行公正的判断。按照GB/T 1798—2008《生丝试验方法》规定,每批生丝约由3360绞组成(每绞丝质量约 180g),生丝抽取样品的总量为33绞,约占总量的1%。抽样应由两名以上具备规定资格的人员完成,抽样前,检验人员应根据检验数量等基本信息, 准备抽样记录单、称重记录单等原始检验记录文书,同时,为保证检验样品的性状和货批样品的可追溯性和真实性,还应准备相应的样品箱(袋)、检验标识、封口铅封等必要物品。实际抽样时,抽样人员到达抽样现场后,应首先检查货批是否符合GB/T 1797《生丝》中有关组批、包装和标志的相关规定,同时查验货批的相关原始信息(如规格型号、生产时间、原料、执行标准和工艺等)。
在查验完成并符合相关规定后,按批抽取检验样品。其中:重量检验样品抽取8绞,每批抽4份,每份2绞,分别从丝把边、中、角三个部位抽取,各部位抽取数量分别为3绞、1绞、4绞。品质检验样品抽取25绞,分别从丝把的边、中、角三个部位抽取,各部位抽取数量分别为12绞、9绞、4绞。抽取的样品应用白色衬纸或光滑布料包装后装入专用样品箱(袋)。 抽取样丝时,应谨慎抽取,保持丝绞原形,严格避免丝片受损和人为切断丝条。抽取的检验样品,应按规定进行包装和标识,采取安全形式运回实验室。为保证抽样完毕后货批的可追溯性和真实性,应予以加封。袋装生丝采用铅封形式,铅封丝须穿过每包生丝包装物表层绑扎物的最短距离的两个交叉点后,穿入专用铅封并压紧。
2、重量检验
重量检验是通过测定生丝的净重和实际回潮率,将净重换算为公定回潮率的重量(即公量)。主要检验指标是毛重、净重、回潮率和公量。具体检验方法如下:
(1)称取毛重:使用规定的计量器具(经计量检定合格并在有效期内,量程和精度符合相关国家标准规定,下同),对全批受验生丝逐件称重,记录每件生丝的毛重和计算全批生丝的毛重。复核毛重时,如产生重量差异,差异在0.10kg以内时,以前一次称重量为准。
(2)核定皮重:取包装布袋2只用台秤称其重量,得出外包装重量;任选3把丝绞,拆下纸、绳,用天平称其重量,得出内包装重量;根据内、外包装重量。折算出每(件)的皮重。
(3)计算净重:使用每件生丝的毛重减去核定的皮重得出每件生丝的净重,并计算全批生丝的净重。
(4)称量湿重(即原重):将抽取的重量检验用样品(8 绞样丝分4份,每份2绞)依次编号后(按份以份为单位依次编号),使用计量器具称出各份的湿重。复核湿重时,如产生重量差异,差异在0.20g以内时,以前一次称重量为准,绞装生丝,每份样品(份与份之间)的湿重允差应在30g以内,如超出规定的允差重量,应重新抽取样品。
(5)称量干重(即恒重):将称过湿重的样品,以份为单 位,松散地放置在烘篮内,以(140±2)℃的温度烘至恒重。恒重以连续两次称见质(重)量的差异小于后一 次称见质(重)量的0.1%时为准,后一次称见质(重) 量为恒重。
(6)计算回潮率:按照 回潮率=(湿重-干重)/干重,计算各份样品回潮率和同批实测平均回潮率。(注:同批各份试样之间的回潮率极差超过2.8%或该批丝的实测平均回潮率超过13.0%或低于8.0%时,需及时向检验委托方说明情况,根据检验委托方的书面说明和承诺,出具相关检验结果时加以备注说明)。计算公量:按照公量=(净重×1.11)/(1+实测平均回潮率)计算公量
注意事项:重量检验过程中要严格防止样品批次、标识、烘箱、烘篮的错乱,烘干时间应包括升温时间和恒温保持时间,称重间隔时间以烘干时间的20%为宜,在间隔时间内称重时,后次称见质量差距明显低于或高于恒重允差要求时,应考虑缩短或延长烘干时间和称重间隔时间。因抽样现场试验条件限制,不能及时进行烘干处理时,应对抽取的样品称取原重后进行密封处理,粘贴标识后,在当天送回实验室进行回潮率试验。
3、外观检验
外观检验是通过感官检查整批生丝的色泽、手感的整齐程度,丝绞、丝把的规整状态,以及存在疵点缺陷的情况。外观检验与品质检验互相补充,对整批丝的质量做出全面评定。外观检验应在四面黑色环绕、无外界光线干扰环境下进行,检验台表面光滑无反光,检验光源应置于样品上部,光线以一定的距离柔和均匀地照射于丝把的端面上,端面的照度为450lx~500lx。具体检验方法和批注规定如下:
将全批受验生丝逐把拆除包丝纸的一端或者全部,排列在检验台上,以感官方式检验全批生丝的外观质量; 同时抽取品质试样,并逐绞检查样品表面、中层、内层有无各种外观疵点,对全批生丝做出外观质量评定。发现外观疵点的丝绞必须剔除。在一把中有4绞以上时,则整把剔除。需拆把检验时,拆10把,解开一道纱绳检查。外观检验要注意查看生丝的颜色、光泽程度、手感程度等外观性状,外观评等分为良、普通、稍劣和级外品。外观检验过程中,对主要疵点等重要质量缺陷应予以批注说明。油污丝、虫伤丝、其他品质受损严重或者烘干丝等,不做检验。
外观检验的主要疵点包括:
霉丝(批注数量整批10 把以上)
丝把硬化(批注数量整批10把以上)
角硬胶(批注数量拆把6绞及以上或样丝2绞及以上)
粘条(批注数量拆把6绞及以上或样丝2绞及以上)
附着物即黑点(批注数量拆把12绞及以上或样丝6绞及以上)
污染丝(批注数量拆把16绞及以上或样丝8绞及以上)
纤度混杂(批注数量样丝2绞及以上)
水渍(批注数量整批10把以上)。
一般疵点包括:
颜色不整齐(批注数量整 批10把以上)
夹花(批注数量拆把16绞及以上或样丝8 绞及以上)
白斑(批注数量整批10把以上)
绞重不匀(批注数量样丝4绞及以上)
双丝(批注数量样丝1绞及以上)
重片丝(批注数量样丝1绞及以上)
切丝(批注数量拆把16绞及以上)
飞入毛丝(批注数量8绞及以上)。
达不到一般疵点者,为轻微疵点。
注意事项:外观检验对检验人员的要求较高,因此,检验人员应定期进行目光校对,统一检验目光,防止人为偏差。同时,对检验中剔除疵点丝绞或丝把应进行清点核对,分类记录。
4、品质检验
品质检验项目(指主要检验项目和补助检验项目)中,除均匀度变化(含二度、三度)、清洁、洁净等项目的检验基本环境为自然状态外,纤度偏差、纤度最大偏差、切断、断裂强度、断裂伸长率、抱合等项目的检验环境条件应按GB/T 6529规定的标准大气和容差范围,检验 环境温度为(20.0±2.0)℃、相对湿度为(65.0±4.0)% 条件下进行,同时,检验样品应在上述条件下平衡12h以上方可进行检验。
